


3、 焊机;焊机是施焊的机具,要保证、符合工艺需要;焊机要有检定合格的电流、电压表,以保证焊接工艺的正确实施。焊接电缆不能过长,较长时要调整焊接参数。
4、 焊接工艺方法:保证镀锌管特殊操作方法的实施,按焊接工艺进行焊前坡口检查,施焊工艺参数、操作手法控制,焊后外观质量检查,必要时增加焊后无损检测。控制焊接层次、每道口的焊材用量。
5、 焊接环境控制:保证施焊时的温度、湿度、风速符合工艺要求。无条件时不得施焊。
镀锌圆管



四、对于形状复杂或截面有急剧变化以及有效厚度较大的工件,应该进行预热;
五、有凹槽不通孔的工件、铸件和焊接件以及加工成形的不锈钢工件,一般不宜在盐浴炉中进行加热;
六、根据工件有效厚度和条件厚度(实际厚度乘以工件形状系数),镀锌管加热应有足够的保温时间;
七、马氏体不锈钢和耐热钢镀锌管淬火冷至室温后方可进行清洗、深冷处理或回火,焊接和其后的热处理之间的时间间隔不应超过4个小时;
八、根据镀锌管的要求和表面状况采用碱洗、水溶性清洗剂、氯溶剂喷砂、喷丸等方法进行清理
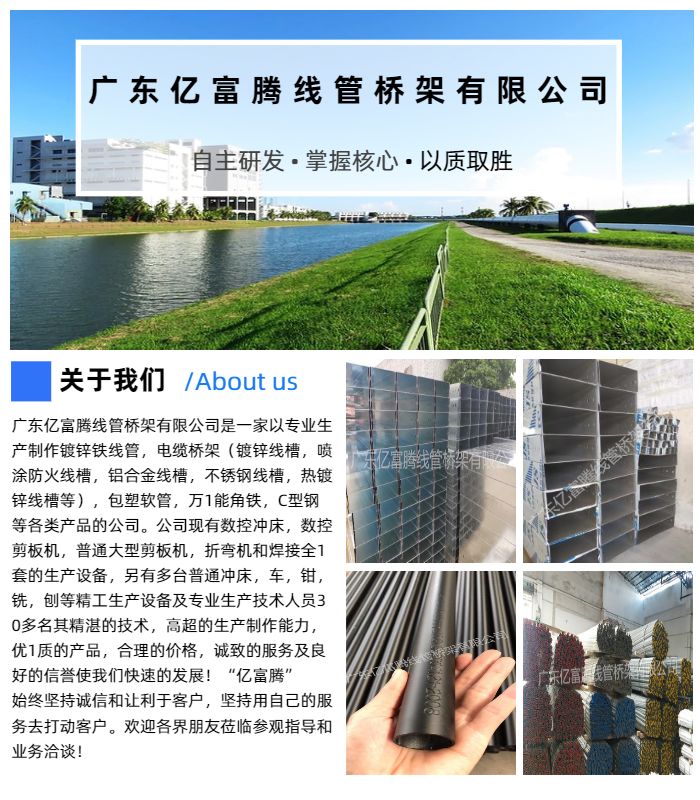
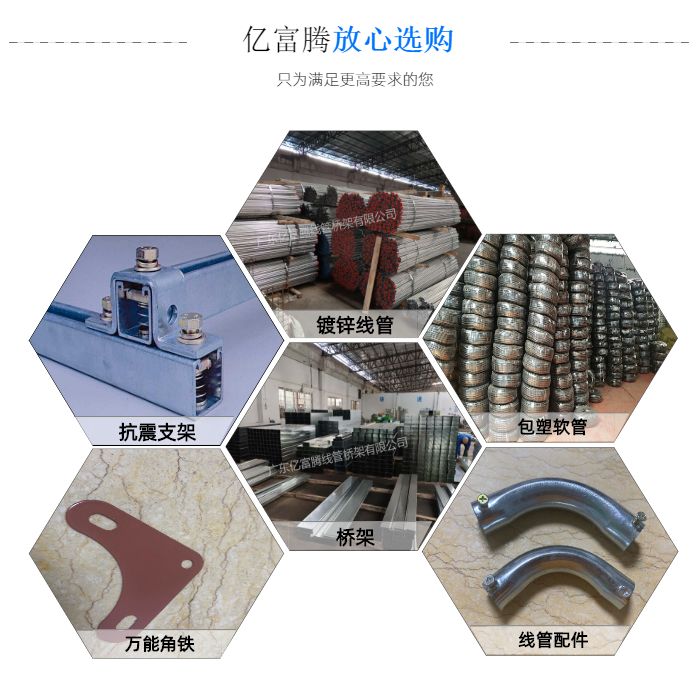
镀锌圆管 广东亿富腾线管桥架有限公司是一家以生产制作镀锌铁线管,电缆桥架(镀锌线槽,喷涂防火线槽,铝合金线槽,不锈钢线槽,热镀锌线槽等),包塑软管,万1能角铁,C型钢等各类产品的公司。镀锌圆管服务热线。
广东亿富腾线管桥架有限公司是一家以生产制作镀锌铁线管,电缆桥架(镀锌线槽,喷涂防火线槽,铝合金线槽,不锈钢线槽,热镀锌线槽等),包塑软管,万1能角铁,C型钢等各类产品的公司。镀锌圆管服务热线。
同时,锌与铁可形成金属间脆性化合物,这些脆性相使焊缝金属塑性降低,在拉应力作用下而产生裂纹。
如果焊接角焊缝,尤其是T形接头的角焊缝产生穿透裂纹。镀锌钢焊接时,坡口表面及边缘处的锌层,在电弧热作用下,产生氧化、熔化、蒸发以至挥发出白色和蒸汽,极易引起焊缝气孔。
由于氧化而形成的ZnO,其熔点较高,约1800°C以上,若在焊接过程中参数偏小,将引起ZnO夹渣,同时。由于Zn成为脱氧剂。产生FeO-MnO或FeO-MnO-SiO2低熔点氧化物夹渣。其次,由于锌的蒸发,挥发出大量的白色,对人体有刺激、伤害作用,因此,必须把焊接处的镀锌层打磨处理掉。





 在线客服
在线客服 13302931408
13302931408 1058553806@qq.com
1058553806@qq.com


